This paper was originally published and presented at International Appliance Technical Conference in 2003
Polymeric hoses and tubing, like all assembly components, are subject to failure. The failures can be related to four primary factors, including the part material, the overall design, the production, and the service environment. This paper focuses on the investigation of appliance hose and tubing failures, including the determination of their nature and cause. This is illustrated through the presentation of case studies from appliance applications. These case studies review failures associated with chemical interaction, ultraviolet radiation degradation, contamination, and manufacturing defects.
Flexible hose and tubing, hereby referred to synonymously, are a mature product and unfortunately too often viewed as commodity items. Their use within appliance applications is widespread, and because of their familiarity, these components are often taken for granted. Frequently, however, failure within hose and tubing has catastrophic consequences on the appliance and potentially on the surroundings. Flexible tubing can fail through many of the same mechanisms that affect other polymeric-based components, including:
- Ductile rupture
- Brittle fracture
- Molecular degradation
- Environmental stress cracking
- Creep
- Fatigue
- Deformation
Selected for many reasons over metal tubing alternatives, polymeric flexible tubing offers a price advantage, unique design features, and corrosion resistance. However, like other polymeric components, flexible tubing has weaknesses that need to be recognized.
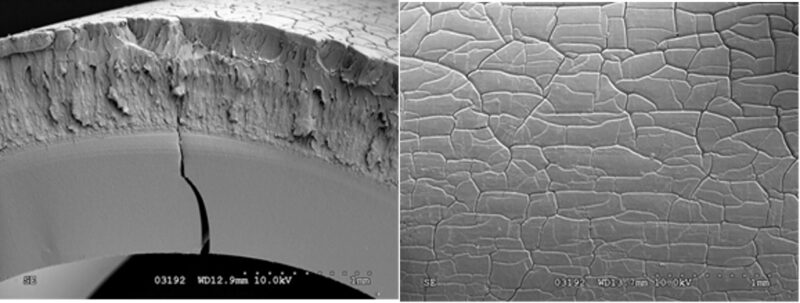
Cracking extended from the inner diameter outward approximately one-half through the wall of a plastic tube. The outer diameter surface exhibited mudcracking characteristic of molecular degradation.
As with any component, the performance of polymeric hose and tubing is related to material, design, processing, and service environment. Poor performance or failure is most often not linked to a single factor, but commonly is a combination of two or more of these influences that affect the overall function of the component. This is particularly true in the case of hose and tubing.
This paper presents case studies to illustrate common failures with polymeric hose and tubing, as well as the failure analysis process to identify the nature and cause of the failures. The cases presented are:
- Failure of Plasticized Poly(vinyl chloride) Tubing
- Torn Flexible Draw Tubing
- Contaminant Inclusions within Rubber Hoses
- Failure Analysis of a Tube Assembly
- Failure of Nylon Air Line Tubing
- Failure of a Power Equipment Fuel Line