This article originally appeared in Plastics Today April 26, 2019.
Viscoelasticity gives plastic the ability to absorb energy, flex and spring back without cracking, which makes plastics so attractive over other materials. That property is achieved through molecular movement and rearrangement when a stress is applied and needs to be accounted for in the design to avoid creep.
Plastics are wonderful. No other material offers such a variety of properties that can be tailored to specific needs, provide tremendous design freedom, and be manufactured at a relatively low cost and at very high rates. The primary property that makes most plastics so attractive over other materials is viscoelasticity. This gives plastic the ability to absorb energy, flex and spring back without cracking. Viscoelastic behavior is important in how a material will behave in many common applications:
- Snap-fits—high deformation without breaking and snapping back to its original shape.
- Press fits—forming to shape and staying joined to its mating piece.
- Caps—elastic behavior to keep the cap attached and sealed to another part.
- Impact applications—the ability to absorb and dissipate energy without cracking.
- Rubber materials—high elongation without permanent deformation or fracture.
- Living hinges—repeated high strains without fracture.
- Design-to-crack—crack at a specific stress or strain.
- Gaskets—plastic or rubber that will deform to create a seal and take up tolerance stack-up.
Let us dissect what the compound word “viscoelastic” actually means and how it influences the plastic part and its role in design. As the name suggests, a viscoelastic material has both viscous (liquid-like) and elastic (spring-like) properties. When a stress is applied to the plastic part, it will behave like a liquid and spring at the same time. It will flow with some resistance when a stress is applied. The part will also spring back when stress is removed. However, because the plastic has flowed, it will not return completely to its original state/position. The ability to choose how much viscous and elastic properties a material will behave gives the designer great flexibility. The consequence on how each property will influence part behavior must be understood for the design to be successful.
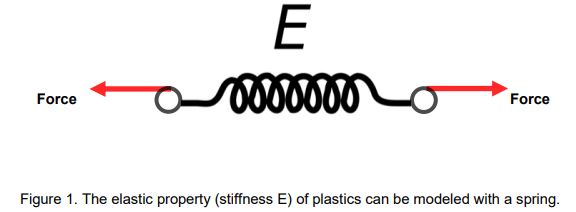
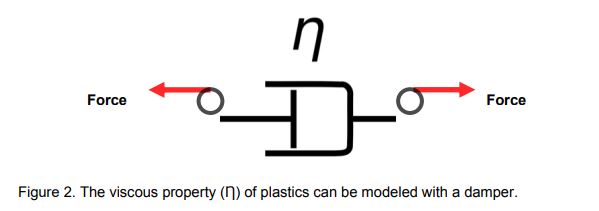
This article will not go into the endless models that are used to numerically describe the viscoelastic response of a plastic. However, I think it is enlightening to understand how viscoelastic behavior can be visualized. As one might expect, the elastic part of plastics can be modeled with a spring (Figure 1). The force required to elongate the spring is based on its stiffness (E). When the load is removed, the spring will fully recover nearly instantaneously to its original configuration. The viscous effect of plastics is modeled with a damper (Figure 2). The response of the damper to a load depends not only on the level of the load, but also how rapidly it is applied. If the load is applied quickly, the instantaneous deformation may be relatively small. Apply this same load, or even a smaller load, over a long period of time, and the damper will open (deform) significantly. Does this sound similar to how a plastic part might behave? Putting springs and dampers in different configurations will provide a different response of the plastic deformation over time. Figure 3 is one configuration that is commonly used to describe the viscoelastic behavior of plastics over time [1]. Using this model or others similar to it, we can predict how the material behaves when a load is applied.
![Figure 3. Damper and spring put in parallel configuration (Kelvin-Voigt model) to model the viscoelastic behavior of plastics [1].](https://madisongroup.com/wp-content/uploads/2020/10/Figure-3-damper-and-spring-in-parallel.jpg) On a molecular level, a viscoelastic material consists of long-chain molecules that are intertwined/tangled together in a relatively ordered (partial) state (crystalline structure) and/or random state (amorphous). The molecules themselves are held together by extremely strong (intra-molecular) covalent bonds. The molecule-to-molecule, or inter-molecular, bonds are weak when compared to the intra-molecular bonds. These bonds play an important role in how the plastic material will behave in a viscoelastic manner. To get a better understanding and to measure viscoelasticity, we use a dynamic mechanical analysis (DMA) device. This is a highly precise flexural-testing instrument that allows us to analyze the viscous (loss modulus) and elastic (storage modulus) behavior at various temperatures. As one can imagine, at lower temperatures the elastic properties are more pronounced, but as the temperature increases, the viscous properties are more prominent.
On a molecular level, a viscoelastic material consists of long-chain molecules that are intertwined/tangled together in a relatively ordered (partial) state (crystalline structure) and/or random state (amorphous). The molecules themselves are held together by extremely strong (intra-molecular) covalent bonds. The molecule-to-molecule, or inter-molecular, bonds are weak when compared to the intra-molecular bonds. These bonds play an important role in how the plastic material will behave in a viscoelastic manner. To get a better understanding and to measure viscoelasticity, we use a dynamic mechanical analysis (DMA) device. This is a highly precise flexural-testing instrument that allows us to analyze the viscous (loss modulus) and elastic (storage modulus) behavior at various temperatures. As one can imagine, at lower temperatures the elastic properties are more pronounced, but as the temperature increases, the viscous properties are more prominent.
When reviewing materials for a certain application, we can choose materials that have the correct mix of visco and elastic properties at the temperatures in which the product will be used. For instance, if we are designing a snap fit for an application that will be used in various outdoor temperatures, we can use DMA data to help find the correct material. The investigation would entail looking for materials with some viscous properties at cold temperatures to ensure the snap fit does not behave too stiffly and break at the high strains typically required when engaging the snap fit. Likewise, we would want to make sure the snap fit has some elastic/stiffness properties at high temperatures to ensure it does not easily open when a relatively low stress is applied. A common snap fit that falls under this description is found on most backpacks (Figure 4). This buckle must possess viscoelastic properties over a wide temperature range. In fact, the buckle may remind you in some ways of the spring that was described above. For this application, polyamide with a small amount of glass has proven to be the material of choice. The glass provides an increase in stiffness while also reducing the viscous portion of the viscoelastic behavior.