Failure Analysis Using SEM and Analytical Tools
Scanning Electron Microscopy (SEM) is used to perform an in-depth analysis of the fractured surfaces. This analysis is also known as fractography. A fractographic examination allows us to locate the initiation site of the crack as well as details about how the crack propagated during failure.
Identifying the crack initiation site(s) is an important step in determining the root cause of failure along with possible contributing factors, such as:
- Areas of stress concentration or high stress regions.
- Presence of impurities, air entrapment or voids caused during manufacturing.
- Presence of a knit-line or weld line.
- Indication the plastic was is contact with a chemical or foreign substance.
- Indication of environmental stress cracking (ESC) where chemical solvation is combined with stress loading (stress can be external or internal from residual stress).
- Evidence of breakage of fiber reinforcement or poor bonding between fibers and the resin matrix.
- Local absence of fiber reinforcement.
Analyzing how the crack front propagated during failure can help define the mode of failure, such as:
- Brittle or ductile.
- Fast or slow.
- Directionality.
- Dynamic.
CASE STUDY: FAILURE OF POLYCARBONATE (PC) THREADED BOTTLE
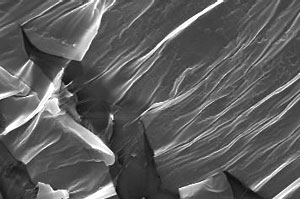
Fractography Analysis: Figure 1 is a cross-section view of the bottle’s threaded region taken in an optical stereomicroscope at a 10x magnification. The failed surface is gold sputter coated to increase the resolution of the fractography under the SEM. Figure 2 is at a 50x magnification taken under the SEM. Here multiple crack origins are observed along the inner diameter of the threads. The material exhibits smooth features typical of brittle fracture. Within the mid-wall there is a significant amount of secondary cracking. At high magnification (Figure 3, 900x) the crack surfaces show a significant degree of wrinkles. These wrinkles are the result of absorption or solvation of constituents from the bottle’s fluid into the part. The fractography analysis concluded that the fracture is characteristic of environmental stress cracking (ESC). ESC is a phenomenon caused by the combination of stress and a chemical substance. The extensive secondary cracking and the evidence of chemical absorption suggest that some of the ingredients in the fluid may be inherently aggressive to PC. Contributing factors to failure are the inherent stress concentration regions at the root of the threads. The grade of PC influences how resistant the plastic is against chemical substances. A PC with a higher melt flow rate is more susceptible to chemical absorption than one with lower melt flow rate. The reason is that a lower melt flow rate plastic has a higher molecular weight and longer molecular chains. Longer chains do not allow chemicals to solvate into the plastic as easy as shorter chains.
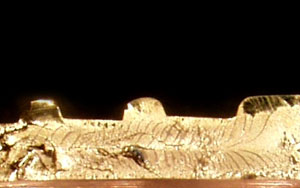
Figure 1 – Microscopic view of threads
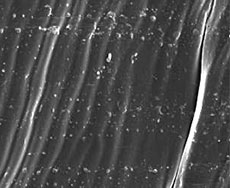
Figure 2 – SEM view of threads

Figure 3 – High-mag view of threads
Thermomechanical Analysis (TMA): TMA tests were conducted to determine the level of molded-in stress in the threaded region. It was believed that an important cause of stress at the threaded region were molded-in stresses produced during manufacturing. TMA measures dimensional change as a function of temperature. High levels of stress can appear in the form of an anomalous expansion and contraction of the material about the glass transition temperature. The threaded regions were heated from room temperature to 165 degrees C. The samples showed a contraction onset near the glass transition temperature with a secondary expansion before the final contraction, Figure 4. This secondary expansion is evidence of a mild level of molded-in stress, however the level is not sufficient to be a major contributing factor in the observed failures. This suggests that some combination of the chemicals and tightening stresses are the more important factors that give rise to the cracking in the threaded region of the parts.
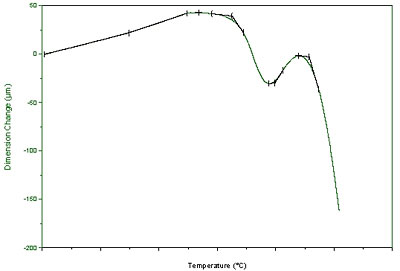
Figure 4 – TMA thermogram
Material Substitution: It is frequent when material grades are substituted during production. The designer specifies a low melt flow material, but the molder uses a higher melt flow grade. A possible reason is that the molder is trying to reduce costs by using a high melt flow grade that is faster to mold. While the molder is reducing cycle time they are reducing the cost of each part. At the same time, even though the part is still made out of PC, the PC grade is of lower quality and it is more susceptible to ESC, chemical attack and has lower impact properties. This trend of changing material grade during molding is becoming more of a factor, specially with the recent trend of outsourcing. Material substitution is also a factor especially when parts are molded overseas where material quality may vary from the original material specified during part design.