Pay Attention to Drying to Help Ensure Your Part Performance
Engineers and designers spend a significant amount of time and energy selecting the proper plastic material to ensure their part will perform optimally. Integration of tools, such as structural finite element analysis (FEA) and injection molding simulation, into the design cycle can help designers optimize their mold design and process to maintain the natural attributes of the polymer selected. However, these tools are primarily used to identify potential issues that could occur once the material is injected into the mold. They do not provide any information about what happened to the material prior to being injected. While issues during inspection are still important to address to help minimize any potential material degradation during molding, they are not the only sources of degradation that can be occurring during processing. Proper handling of the plastic resin, and specifically, proper drying of the resin, is also critical to ensure proper part performance.
Hygroscopic vs. Non-Hygroscopic Materials
Most are familiar with the differentiation of amorphous and semi-crystalline polymers. However, polymers can also be classified as being hygroscopic or non-hygroscopic. Many polymers, like nylon, polycarbonate and polyurethane attract moisture from the surrounding air, and are classified as hygroscopic. Nonhygroscopic resins, such as polyethylene or polypropylene, do not absorb any moisture.
The ability of hygroscopic resins to pull moisture from the surrounding air is a consequence of the chemical make-up of the polymer chains. These chains contain polar functional groups that attract the water molecules present in the air, and attach it to the polymer backbone.
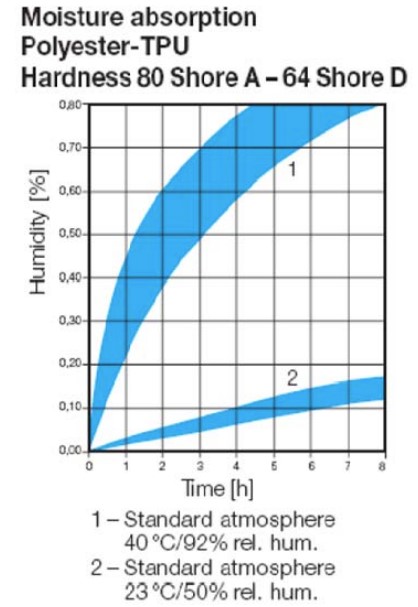
Figure 1- Graph produced by BASF highlighting the rate at which a TPU resin will absorb moisture from the surrounding atmosphere.
As Figure 1 shows, hygroscopic polymers start to attract moisture as soon as the material is exposed to air. The amount of moisture the resin will absorb is a function of the polymer, atmospheric conditions, and exposure time. Table 1 provides a brief list of polymers that require drying prior to processing.
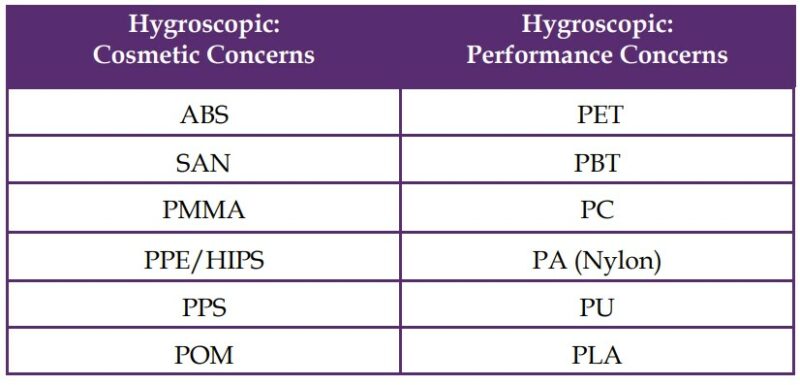
Table 1: Table highlighting some common polymer families that the need for drying them prior to processing.
The Reason for Drying
If the moisture that these hygroscopic resins absorb is not removed prior to processing, the quality of the molded product could be diminished. In some cases, the consequence of improper drying is only a cosmetic concern. The appearance of splay, or irregular flow patterns in the molded part are symptomatic of improper drying. However, in other cases, the presence of moisture can actually trigger a chemical reaction called hydrolysis.
During hydrolysis, the water molecules shorten the long polymer chains, and reduce the molecular weight of the polymer. This reaction results in the possibility of reduced mechanical properties in the final molded parts.
To avoid these cosmetic and performance issues, the plastic pellets are put into a dryer prior to molding. The dryer is a separate piece of equipment from the molding machine, in which hot dry air flows over the plastic pellets to pull the water away from the polymer backbone. Hygroscopic resins that are dried for cosmetic reasons typically can be processed with moisture levels as high as 0.05% to 0.10%.1 However, resins that are dried to avoid hydrolysis typically require moisture contents of less than 0.02%. To reliably and consistently achieve this low of a moisture content, these resins will need to be dried in a desiccant dryer where the air is conditioned to achieve a dew point of -40 °F. The length of time to dry the material varies based on material and the type of dryer used. Most resin manufacturers provide guidelines on the amount of time and temperature the resin should remain in the dryer.
What to do After Drying the Resin
While the resin suppliers do provide guidelines on what the air temperature should be in the dryer, and the amount of time it should take the resin to achieve the desired moisture content, it should not be used as the only criteria for identifying proper drying. The effectiveness of the dryer is dependent on many parameters including, air flow, air temperature, and dew point. Therefore, to ensure the dryer is operating properly, the dried resin should be tested for moisture content prior to molding using a moisture analysis technique. The moisture of the dried resin typically cannot be measured real time in the dryer, but rather, must be removed and tested with a moisture analyzer. The use of the moisture analyzer helps to confirm that the material has reached the desired moisture level, and can be used to help identify potential maintenance issues with the dryer.
Once the material has been properly dried, it can now be processed and introduced to the hopper. Depending on the equipment of the molder, the resin may be conveyed to the molding machine in a closed tube system, or manually removed from the dryer to the hopper. Either way, once the dried resin leaves the dryer and comes into contact with the atmospheric air, it will start to re-absorb moisture. Therefore, the resin should be processed as soon as possible after being removed from the dryer. If the material spends a significant amount of time in the hopper, the effort of drying the resin may be lost.
Proper drying of plastics prior to molding is a critical step in the successful manufacture of plastic products. While some molders may see it as an inconvenient step required to process the material, the elimination of it will surely lead to issues later on in the supply chain. Additionally, paying attention to the proper drying conditions and ensuring the material is at the correct moisture content, will help maintain the natural attributes of the material selected for the application.
1 “Drying Technology Drying Done Right, Plastics Technology February 2015.”