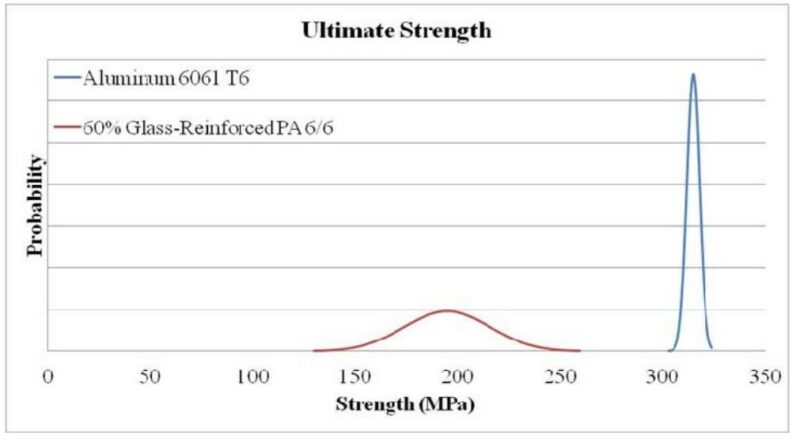
Figure 1: Schematic highlighting the expected ultimate strength of a glass-reinforced nylon 6/6 (PA 6/6) resin is much more variable than for a specimen of aluminum.
The increased use of plastics and composites in demanding, high-performance applications has highlighted many of the benefits of these materials. These materials have allowed many companies around the world to manufacture highly intricate parts, which have consolidated the number of parts required in an assembly while minimizing the overall weight. However, with the versatility and freedom these materials offer, the importance of taking a holistic approach in design and manufacturing is often overlooked. While resin suppliers have found good and efficient methods of synthesizing and compounding resins that have the potential of achieving properties that approach some metals, the ability of attaining those properties is often remote, and relies on proper processing of the resin. The schematic in Figure 1 shows the distribution of tensile strength for 6061 T6 Aluminum and a 60% long-glass fiber nylon 6/6. Notice that the distribution of
strength of the aluminum is very narrow, suggesting that the properties of that material are relatively consistent and less sensitive to how the material is stressed or formed into the part. Meanwhile, the long glass fiber nylon material has the ability to achieve lower, but similar strength as the aluminum. However, the probability of achieving that strength is very low, and is more sensitive to the loading and manufacturing conditions used for the part. This article will look at important manufacturing factors that designers, toolmakers and molders need to consider to optimize performance of their polymeric materials.
Proper Material Handling and Preparation
One of the most important factors in attaining the desired properties of a plastic resin is to maintain the natural attributes of the resin during processing. A significant amount of time is invested by companies in selecting the correct resin for the application. However, as the schematic in Figure 1 suggests, the ability to attain those properties may be dependent on how the material is processed and how it is loaded. Maintaining the molecular weight of the polymer for unfilled materials or minimizing fiber breakage in fiber-filled resins is critical for achieving the desired properties. Performance factors such as tensile strength, toughness, abrasion resistance, and chemical resistance often are highly dependent on the length of the polymer chains or reinforcing fibers. Additionally, many of the factors that often lead to degradation of these materials occur while the material is being handled and prepared for the processing method. Ensuring the material is dried to the correct moisture level with the proper type of dryer, and is not simply dried for a certain amount of time at a certain temperature, is critical for some plastic resins. Additionally, minimizing the time spent being exposed to ambient conditions after exiting the dryer is also critical. Some resins can pick up enough moisture to cause molecular degradation during processing in only 10 minutes. Using a closed system from the dryer to the hopper can be a good option to minimize the potential for any degradation due to this moisture.
After ensuring the material is properly dried and has entered the barrel, it is also important to consider the conditions used to prepare and melt the polymer pellets. Resin suppliers provide general recommendations for melt temperature during processing. However, controlling the temperature of the polymer melt is not as simple as setting the barrel and nozzle heater bands to these temperatures. Examining the speed of the screw, the applied back pressure, and even the screw design itself, are critical for maintaining the natural attributes of the resin. Also, ensuring that the size of the barrel is correct for the application and the material is important. Some materials, such as polycarbonate, can be very thermally stable if properly dried and handled. However, other materials, such as poly(butylene terephthalate) (PBT), are much more sensitive to the amount of time spent in the barrel. Even using “recommended” processing conditions, PBT can experience molecular degradation because it remained in the barrel for too long.
Proper Gate Location and Sizing
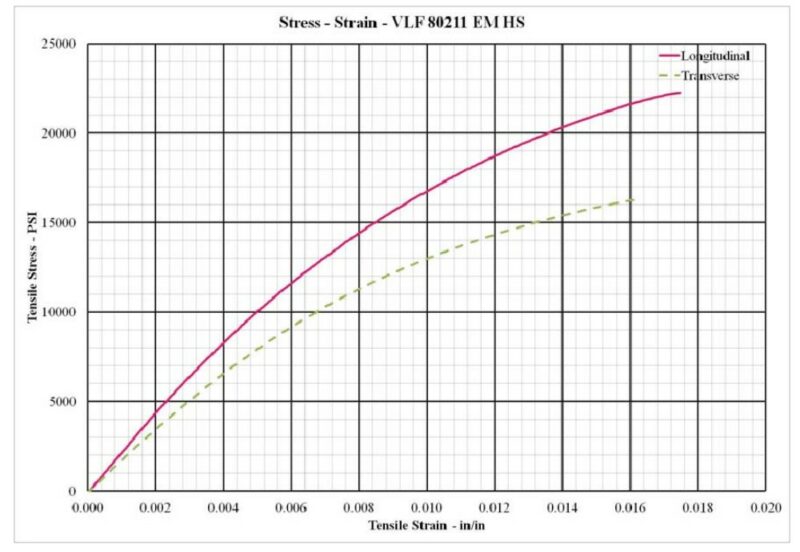
Figure 2: Tensile stress-strain graphs highlighting how the orientation of the molecules and fibers influences the performance of the material for a 60% glass-fiber filled nylon 6 material.
Another factor that is critical to part performance is the design and sizing of the feed system. The importance of the feed system is often minimized by processors and designers, because it is typically removed from the part prior to being placed in service. It is simply viewed as the path the material takes to get from the injection barrel into the cavity. However, the feed system design influences the final temperature of the molten polymer and often influences the settings used in the injection barrel. Of particular importance is the design and positioning of the gate. The gate is the location where the polymer is injected into the cavity and starts to form the part. It is typically a restrictive area of the mold, and can result in high deformation rates of the polymer melt. These high-stress conditions can lead to breaking of the long molecular chains, and a higher degree of molecular or fiber orientation in the part.
The gate location also influences where weld lines or knit lines form in the part, and how fiber reinforcements align in the part. Having weld lines or undesirable fiber orientation relative to the loading of the part, can result in a weakened part that is susceptible to failure. Allowing the molecular or fiber orientation in a part to align with the direction of loading, generally, will result in a stronger more durable part. Figure 2 shows the tensile stress strain curves when the load is applied in the same direction as the fibers, and when it is aligned 90° to the fibers. Therefore, the same material will exhibit a very different performance based on the gate location. It is important to identify a gate location that pushes the polymer flow to align the fibers in the direction of high stress.
In addition to controlling the molecular and fiber orientation in a molded part, the gate also controls the stress distribution in the part. Typically, the areas near the gate exhibit higher molded-in stresses. Therefore, it is preferable to place the gate in non-critical regions, where the stress in service is minimized. Additionally, placing the gate in the thickest area of the part allows for a larger range of gate designs, and can help minimize the influence of any molded-in stress or molding defects. While in practice this sounds simplistic, the gate location is often decided after the design has been finalized, and is restricted in placement. Considering the influence of manufacturing, early on in the design process, can help to increase the chance for product performance success.
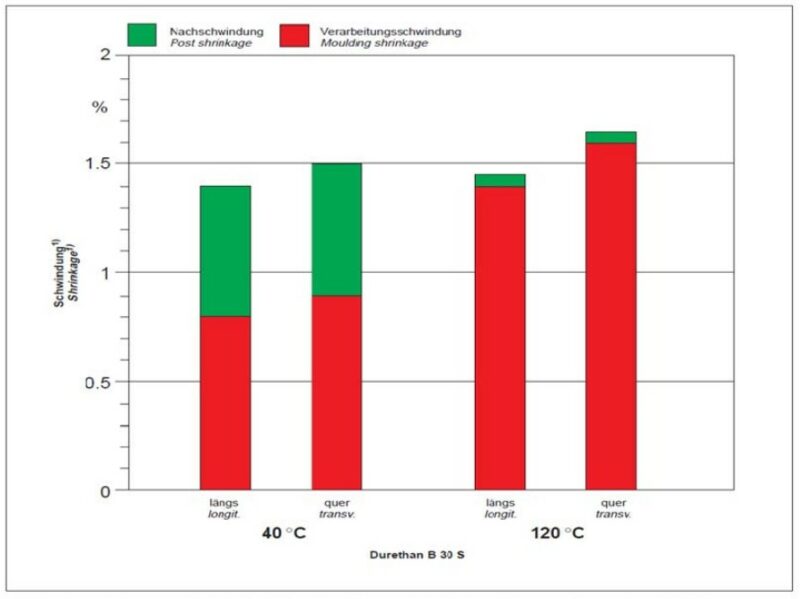
Figure 3: Graph highlighting how shrinkage of a plastic part changes in and out of the mold by altering the mold surface temperature. (Image source Bayer/Covestro)
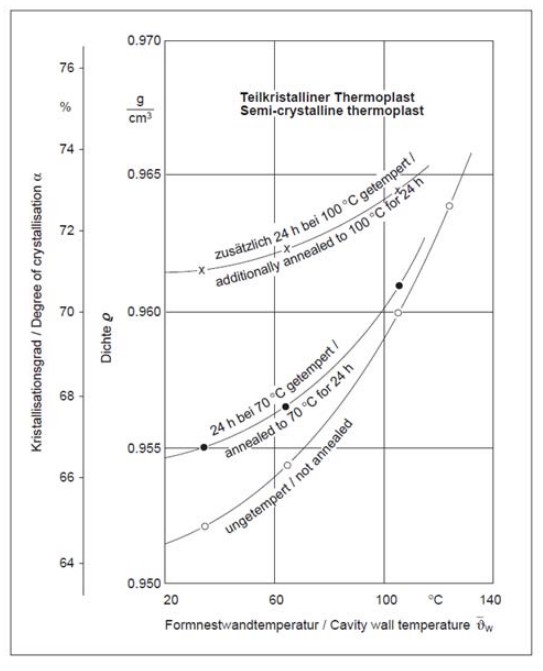
Figure 4: Graph highlighting how crystallinity of a part is increased by varying the mold surface temperature. (Image source Bayer/Covestro)
Proper Cooling and Cycling
Another factor that is often overlooked in manufacturing is of how the part is cooled. In the drive for efficiency and maximizing profits, one of the main objectives is to make a dimensionally stable part as quickly as possible. However, in addition to helping control how fast the parts can be manufactured, and the dimensional stability of the part, the cooling rate of the molten polymer also influences performance factors like appearance, chemical resistance, and molded-in stress. Figures 3 and 4 show data collected by molding an unreinforced grade of nylon 6 at different mold temperatures. Figure 3 highlights that while running a hotter mold will result in more shrinkage, it also suggests that molding the part at a higher mold temperature will result in less post-mold shrinkage. This will result in a more dimensionally stable part after ejection. Figure 4 shows how increasing the mold surface temperature influences the crystallinity of the same resin (unreinforced nylon 6). As the mold temperature is increased, the crystallinity is also increased. Increasing the crystallinity of the resin can improve the chemical resistance of a resin and influence the mechanical properties. Therefore, while the short-term goal is to manufacture the parts as efficiently as possible, it needs to be considered that decisions in terms of short-term efficiency of molding can adversely affect the molded products’ performance while in service. In addition to efficiently molding a dimensionally stable part, the molder and designer should consider what impact those cooling conditions will have on the final molded part, in both the long-term and short-term performance.
In today’s manufacturing environment, the drive for efficiency sometimes overshadows the importance of manufacturing plastic products, and hinders the team’s ability to effectively communicate possible downstream issues. Whether it is a reinforced grade or unfilled plastics decisions, the nature of these materials require that engineers and designers understand how processing is going to affect the end product. While the versatility of these resins provide design freedoms that bring about many benefits, it also requires even more attention to the details of how we make these great products.