Function
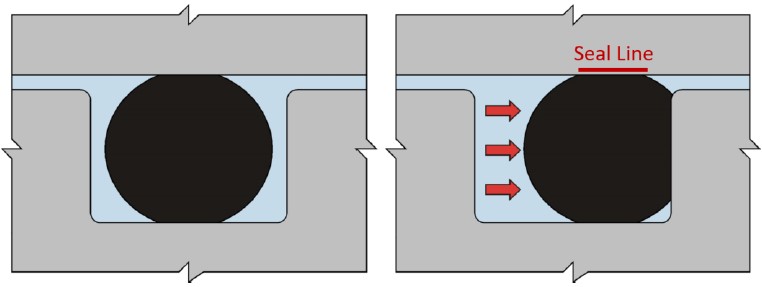
Schematic showing how an O-ring seals in the gland. The O-ring deforms as a response to pressure to create the seal line.
O-rings function as a means of sealing, essentially closing off a passageway to prevent the escape or loss of a fluid, either a liquid or a gas. An O-ring is a circular ring, typically manufactured from an elastomeric material, with a circular cross-section. The seal is established by placing the O-ring into a cavity, known as a gland. The gland acts to compress the O-ring, and produces a zero-clearance condition, which effectively blocks the flow of the fluid. The sealing effect is produced through axial or radial compression of the O-ring. In order to seal reliably, a continuous “seal line” must be formed at the interface between the O-ring and the mating gland surface. The creation of this “seal line” is a result of a combination of the gland design, the O-ring cross-section, and the proper level of compression of the elastomeric material. Elastomeric O-rings function unlike most of the material systems that engineers work with; it must deform significantly to achieve proper function.
The use of O-rings affords designers a wide variety of sealing design options. O-rings can be utilized in both static situations in which there is no movement between the mating parts, and in dynamic applications where the machine parts move relative to one another.
There are three basic sealing designs used that utilize O-rings: a rod seal, a piston seal, and a face seal. When a female gland is cut in the inside of the machine part such that the O-ring is an inner diameter seal using radial compression, it is considered a rod seal. When a male gland is cut in the inside of the machine part such that the O-ring is an outer diameter seal using radial compression, it is categorized as a piston seal. When the seal utilizes axial compression, it is regarded as a face seal. Within each of these designs, considering both static and dynamic applications, there are numerous design alternatives to affect the optimum seal for the application.
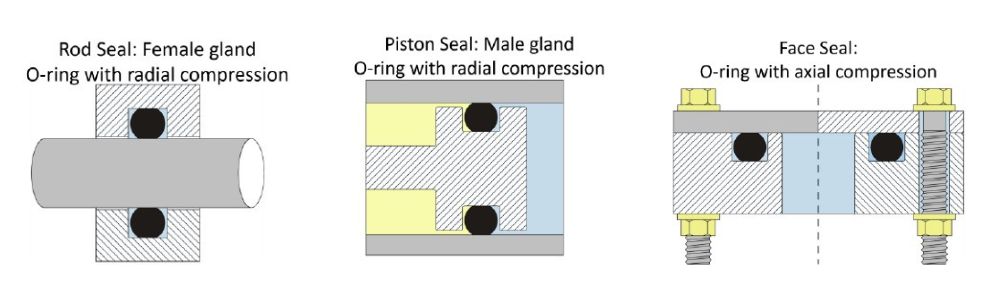
Schematics showing the three fundamental types of seal designs, based upon sealing force direction and gland orientation.
Failure of an O-ring is typically manifested as leakage of the fluid that was designed to be sealed. In order to achieve an adequate O-ring seal initially, as well as maintain that seal effectively over a satisfactory service life, it is important to:
- Follow proper gland design principles that allow for proper displacement under compression and a suitable tolerance stack up.
- Utilize the proper size O-ring for the application and design.
- Select the appropriate O-ring material based upon anticipated mechanical, thermal, and chemical exposures.
- Perform pre-production simulation and actual testing to verify performance.
- Follow accepted assembly practices for the installation of the O-ring.
Failure Modes
In general, O-ring seals are considered to be particularly reliable due to the simplicity of the O-ring/gland design and overall material resilience. However, under a number of circumstances failure can occur. O-ring failure can range from minor leakage to catastrophic equipment breakdown. Regardless of the magnitude, an O-ring failure can be diagnosed through proper visual and analytical techniques. Common O-ring failure modes include:

Representation of explosive decompression within a rubber O-ring.
- Excessive Compression Set
- Explosive Decompression
- Installation Damage
- Abrasion
- Spiral Twisting
- Thermal Degradation
- Chemical Effects
- Over Compression
When an O-ring fails prematurely, it is usually the result of a combination of factors and not attributable to a single cause. As with any failure, there are factors that govern performance. Specific to O-rings, there a number of potential issues under each of these factors:
- Design: Inadequate gland design and improperly sized O-ring.
- Material: Poor O-ring material selection based upon anticipated service conditions.
- Manufacturing: O-ring rubber undercure, premature cure, excessive parting line, material voids or inclusions.
- Assembly: Insertion resulting in O-ring twisting or tearing.
- Service Conditions: Excessive thermal exposure, extreme applied stress or pressure, unanticipated exposure to aggressive chemical agents.
There are a number of key attributes that will significantly affect the performance of an O-ring seal application. The quality of the short-term sealing properties and the long-term durability and failure avoidance of an O-ring system, is based upon these elements.
Stretch
To provide an effective seal, the O-ring’s inside diameter must be smaller than the mating component’s diameter, so that the O-ring is slightly stretched and fits snugly. The stretch should be between 1% and 5%, with 2% to 3% as the ideal in most applications. When an O-ring is stretched, its cross-section is reduced and flattened. An assembled stretch greater than 5% is not recommended because the internal stress on the O-ring causes more rapid aging and shortens the life of most O-ring materials. On the other hand, insufficient stretch will result in a loose fit and in an increased likelihood of leakage.
Squeeze
The squeeze of an O-ring is defined as the compressive reduction in cross-sectional thickness as a result of deflection caused by the gland configuration. The tendency of an O-ring to attempt to return to its original uncompressed shape when the cross-section is deflected, is the basic reason why O-rings make such excellent seals. Because of this, squeeze is a major consideration in O-ring seal design. The squeeze is determined by the geometry of the gland and the O-ring cross-section. This represents the cross-section diametral compression of the O-ring between the surface of the groove bottom and the surface of the other mating part in the gland assembly.
When used as a static seal, the maximum recommended squeeze for most elastomers is 30%. There is a danger in squeezing more than 30% since the extra stress induced may contribute to premature seal deterioration. The minimum squeeze for all seals, regardless of cross-section should be about 0.2 mm. Insufficient squeeze may cause O-ring leakage, so most applications cannot perform acceptably at a “no” or “zero” squeeze condition.

Gland Fill
Gland fill is the percentage of the gland volume that an O-ring’s cross-section displaces when confined inside the gland in the installed state. Together, the cross-section of the O-ring and the size of the gland determines the gland fill. Most O-ring seal applications call for a gland fill of between 60% to 85% of the available volume, with the optimal fill typically being 75%, representing 25% void space. It is essential to allow at least a 10% void in any elastomer sealing gland. This ensures the O-ring will not be over-stressed, and will conform to the shape needed to create a seal.
Surface Finish
It is generally recommended that a surface roughness value not exceed 32 micro-inches (32 rms) on sealing surfaces for static seals. This would mean the surface of the interior of the gland. Also important, is the type of roughness and the presence of continuous irregularities. Scratches and ridges that cut across the O-ring can cause a leak path, as the O-ring may not adequately penetrate and seal these surface irregularities.
Assembly
Assembly must be done with great care so that the O-ring is properly placed in the groove, and is not damaged as the gland assembly is closed. One important aspect of this is the inner diameter expansion needed to reach the groove during the assembly. This expansion should not exceed 50% of the ultimate elongation of the chosen O-ring rubber compound.
Also, it is important that the O-ring should not be twisted during assembly. This can produce excessive stress on the O-ring elastomer. Further, the O-rings should never be forced over unprotected sharp corners, threads, slots, splines, ports or other sharp edges. Closure of the gland assembly should not result in pinching of the O-ring at the groove corners. Gland closure should be accomplished by straight longitudinal movement. Rotary or oscillatory motion is undesirable since it may cause bunching, misalignment, and pinching or cutting of the seal.
O-Ring Material
In choosing an O-ring material, it is important to consider several factors, primarily the applied pressure, the temperature range over which the seal will operate, and the chemical fluid to be sealed. Typically, balancing the numerous requirements placed on an O-ring can be difficult and result in a best-case compromise. Most of the materials used for O-ring applications are elastomeric, with thermoset rubber compounds and thermoplastic elastomers based on block copolymers being most common. One of the advantages of designing with O-rings is that they can be manufactured from a wide range of elastomeric materials to provide a functional and durable sealing system. Often, the number and variety of material selection criteria are often overlooked by system designers, which can lead to premature failure. In choosing the proper O-ring material, attention must be paid to the following considerations and material characteristics:
- Chemical compatibility
- Thermal resistance and degradation
- Cold temperature resilience
- Abrasion and wear resistance
- Compression and tension set
- Stress relaxation
- Tear resistance
- Coefficient of thermal expansion
- Compressibility and compression modulus
Too often, O-ring material selection is made based upon durometer hardness alone, which can be a poor predictor of the short-term and long-term mechanical properties of elastomeric material.
Another area of potential concern is when O-rings are used in conjunction with plastic components. Elastomeric materials, especially rubbers, are often compounded with a significant amount of plasticizer and oil. Such oils, particularly ester-based oils including phthalates, adipates, trimellitates, can act as aggressive environmental stress crack (ESC) agents.
O-Ring Quality
The quality of the O-ring will have a relatively large effect on the overall performance of the sealing system. This includes the proper mixing of the rubber compound and the consistent molding of the O-ring. Rubber properties, such as compression set, modulus, hardness, and tensile strength will all be directly affected by the mixing and molding operations. It is important that good consistency be achieved. Additionally, there are recommendations on the acceptable level of flash at the parting line. This is typically 0.005 in. wide and 0.003 in. tall. Additionally, the O-ring should exhibit a maximum eccentricity of 0.05 mm.
Conclusion
O-rings can be considered to be old technology in regard to the design and manufacturing of components and assemblies. Their design and function are relatively simple, and they have been utilized as seals since the early 19th century. However, it is their simplicity that accounts for the efficient way in which they function in sealing applications. With the substantial changes that have taken place in engineering, design, and manufacturing over the past 120 years, O-rings have essentially remained unchanged in form and function. O-rings have been and remain to be a simple, yet effective and versatile sealing solution.