Authored by Tom Hansen and Melissa Kurtz
There are several ways to go about optimizing strength and stiffness of a plastic part. One way is increasing the strength and stiffness of the plastic material used within the part. Another way is through the design of the plastic part itself. This article will take an in-depth look at both options along with their shortcomings.
Addition of Glass Fiber Reinforcement
To increase the strength and stiffness of a plastic material, while remaining cost effective, often translates to the incorporation of glass fiber reinforcement. As you can see from the Table 1, when glass fiber reinforcement is introduced into a polypropylene resin both the strength and stiffness of the polymer increases substantially. Simultaneously the ductility decreases, which can result in lower part toughness.
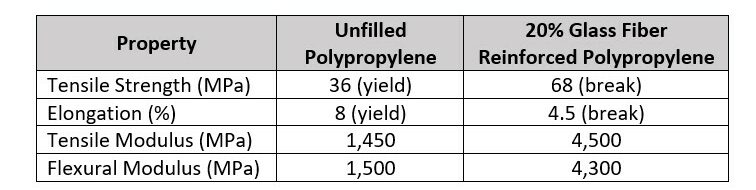
Table 1. Properties of Unfilled versus Reinforced Polypropylene.
The incorporation of glass fiber reinforcement will result in anisotropic behavior within the part. In other words, the part will have different mechanical behavior in the direction of flow versus cross flow within the part. In addition to variations in performance across the part, it can also undergo differential shrinkage in the flow versus cross flow direction which make it more susceptible to warpage. The data in Table 2 highlights how the tensile strength and modulus substantially decrease, approximately 35%, in the cross flow direction versus the direction of flow for a 20% glass fiber reinforced polypropylene.
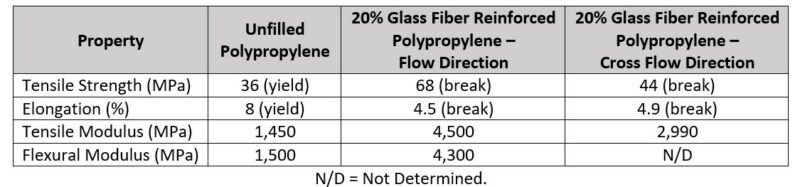
Table 2. Effect of Flow Direction on Properties.
Another drawback of incorporating glass fiber reinforcement is the influence it has on the robustness of weld lines. Specifically, in the area of weld lines both strength and elongation will decrease significantly, approximately 50% and 60% respectively, for a 30% glass fiber reinforced polypropylene, as shown in Table 3. However, the effect of a weld line on the modulus of the material was not as considerable.
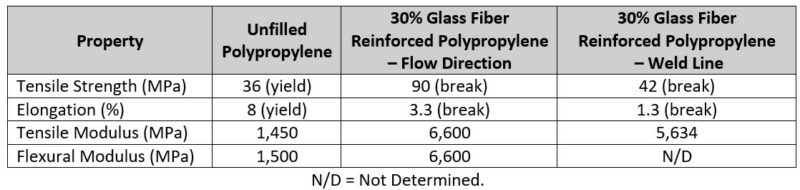
Table 3. Effect of Weld Line on Properties.
Addition of Mineral Filler
Another option for increasing part stiffness through material selection would be to select one that incorporates low aspect ratio mineral fillers, such as talc and mica. The addition of these fillers can significantly increase part stiffness, while not affecting strength. These fillers also do not result in the same anisotropic behavior as fiber reinforcement, and they have less of an impact on the robustness of weld lines. The data in Table 4 shows that the strength of a 20% mineral filled propylene is very similar to that of an unfilled polypropylene resin, however it is approximately twice as stiff. Furthermore, its stiffness is similar to that of a 20% glass fiber reinforced polypropylene resin (cross flow direction), while its strength is only around 25% less.
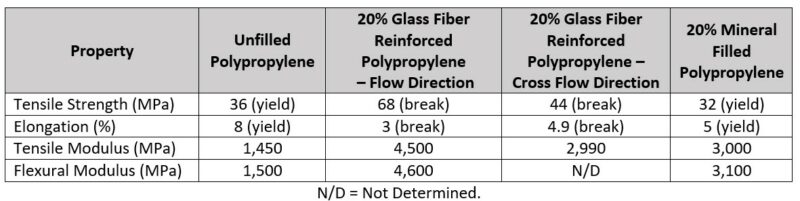
Table 4. Effect of Mineral Filler on Properties.
Incorporation of Design Features
It is possible to increase the strength and stiffness of a plastic part through the design itself. A common initial design recommendation to increase part strength is to increase the wall thickness. While adding material can certainly help in some applications, it can also increase the potential for manufacturing concerns. Wall sections that get too thick can start to affect the molding process and lead to defects like sink marks and voids, which can negatively affect part strength. Incorporating design elements such as ribs, gussets, fillets, and radii in strategic locations can increase part strength while maintaining manufacturability and an overall lighter part.
While adding thickness to a wall section can help to add strength, it is not likely the best approach. Coring out thicker wall sections and including a rib structure (Figure 1) or gussets (Figure 2) to the part design, can increase mechanical performance of the part while reducing the risk for molding issues associated with thicker wall geometries. Ribs and gussets can be used to add structure and stiffness to thinner wall sections as well as support to standing features such as bosses. Following the general guideline of sizing ribs to be 40 – 60% of the nominal wall can help to add that extra support while reducing the risk for sink marks and voids. It is important to be mindful of draft angles when designing ribs and gussets to prevent excessively thick or thin sections, while ensuring release from the mold. A draft angle of one degree is a conservative starting point, but more may be necessary depending on the depth of the ribs.
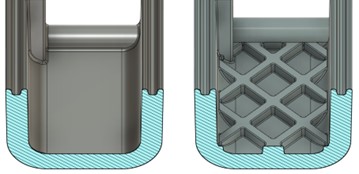
Figure 1: Rib patterns provide structure without increasing the nominal wall thickness.
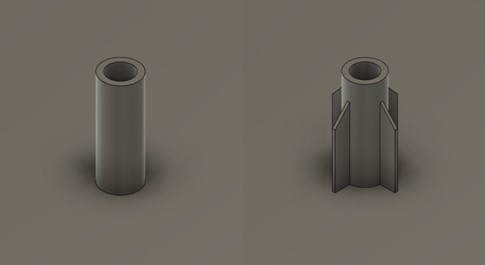
Figure 2: Gussets can provide additional support to standing features.
Sharp external corners on a plastic part are generally admissible, but leaving internal corners sharp can be damaging to part performance. Sharp corners act as concentrators for residual stresses when plastic material flows and cools around them during the injection molding process. Higher residual stresses, added to stresses from assembly and application of the product, can exceed the mechanical properties of the material and result in part failure. Replacing sharp corner geometries with fillets and radii (Figure 3) can improve material flow and reduce the effect of residual stresses by allowing more surface area to distribute them over. There are varying opinions on how to appropriately size corner fillets and radii to plastic part designs, but a broad-gauged approach is to add the largest feasible radius without creating excessively thick cross-sections or non-ideal steel conditions in the mold.
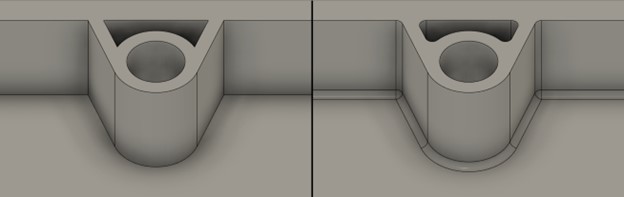
Figure 3: Reduce areas of high stress concentration by adding radii to sharp internal corners.
In conclusion, fiber reinforcement materials and design features can both be used to increase the stiffness and strength of plastic parts. Due to anisotropic behavior associated with fiber reinforced plastics it is critical that the orientation and distribution of fibers within the part is optimized. There are several design features that can be incorporated into a plastic part, which are known to increase its stiffness and strength. It is through the use of fiber reinforcement and design features that plastic parts can be made stronger and stiffer, while still maintaining their lightweight and cost-effectiveness.
Check out our upcoming event: Aligning the Design and Manufacture of Glass Reinforced Plastics for Success – Material Selection