This article originally appeared in MoldMaking Technology Magazine – August 2011.
The use of simulation software has become a ubiquitous tool for injection molded plastic parts and mold design. When used early in the design stage, simulation can provide designers and engineers with useful insight on part performance and how to manufacture plastic parts. According to Brian Wagner, General Manager at Carlson Tool and Manufacturing, “The use of simulation allows our company to predict shrinkage, suggest product or mold changes to control warp, and verify that we have sufficient and balanced cooling to meet or beat the targeted cycle time. It also allows us to ensure that the mold will function to the customers’ expectation upon delivery.”
However, the rise of the ever-expanding global economy demands more than just manufacturing acceptable parts. The new world standard is quality parts, faster. Moldmakers and molders are constantly asked to cut seconds off the cycle time. Although this is a common demand, it can be a daunting task that makes it difficult to know where to start. Through the use of commercial mold filling packages, engineers can determine how to optimize the process and if it can be improved.
Examining the injection molding process reveals that the majority of the cycle time is dedicated to cooling the part. Often accounting for two-thirds of overall cycle time, the cooling stage of the process is the most beneficial stage to optimize and reduce cycle time. Yet often the cooling layout is one of the last aspects of the mold design to be addressed. By optimizing the mold design and cooling layout, you can improve your productivity and your bottom line. So what information can be derived from a cooling analysis?
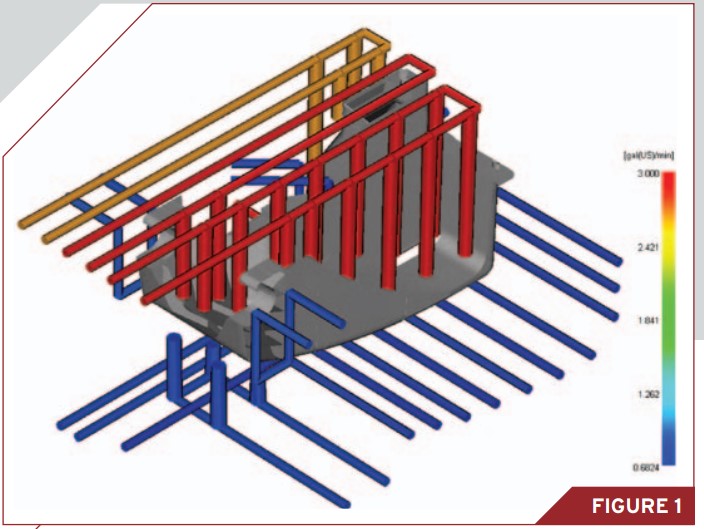
Simulation can help determine the flow rate required to achieve turbulent flow and minimize temperature rise.
Optimized Coolant Conditions
An injection mold is essentially a heat exchanger. The molten plastic introduces heat into the mold, and the coolant extracts the heat out of the mold. Most mold designers will concentrate cooling circuits in high heat load areas, and reduce the number of circuits in low heat load areas. Once the initial mold design and cooling layout have been established, it is important to maximize the heat transfer between the part and the mold. With all other parameters fixed, the most important factor in determining how much heat can be extracted by the coolant is the flow rate through the cooling channels. Simulation software can allow the user to determine the required flow rate through the cooling channels (Figure 1), the temperature of the coolant in the cooling circuit (Figure 2) and the pressure required to maintain that flow rate (Figure 3).
Flow rate: The important word when determining the flow rate required to maximize heat transfer in a mold is turbulent. Ensuring turbulent flow maximizes the heat transfer between the mold and the coolant and helps maintain a more uniform coolant temperature from inlet to outlet. Engineers use a dimensionless number called Reynolds number to help them determine when the flow has transitioned from the laminar regime to the turbulent regime. The Reynolds number is directly proportional to the flow rate and density of the coolant, and is inversely proportional to the viscosity of the coolant. This transition occurs when the Reynolds number is greater than 5,000. If the coolant used and the diameter of the cooling channel are fixed, the only way to increase the Reynolds number and ensure turbulent flow is to increase the flow rate.