This article originally appeared in Appliance Manufacturer Magazine – March 2001.
Failure analysis solves housing cracking problem.

Fig. 1 Photo showing how molded bosses were cracking on the ABS housing,
Of all of the stages in a product cycle, problems encountered during manufacturing are often the most urgent and the most confounding. The key to solving a manufacturing problem is sound engineering, supported by solid analytical data obtained through testing. This is especially true when addressing cracking in plastic parts. However, in spite of the benefits, often the testing is foregone in favor of pet theories, based upon the feeling of manufacturing or non-manufacturing staff members.
Many times, problem-solving meetings convened to confront a critical manufacturing problem deteriorate into an argument where individuals, in turn, accuse other departments and defend their own position. This becomes even more apparent when outside suppliers, such as plastic custom molders, are involved and finger-pointing becomes the primary problem-solving technique, resulting in deadlock. In these circumstances, the old adage that “a single test is worth a thousand expert opinions” rings true, This is not to say that common sense and past experiences should be put aside; only that a scientific approach producing analytical data can often avoid wasting valuable resources and time pursuing ineffective solutions.
Historically, the downfall of relying on testing to solve manufacturing problems has been one of timing. The lag between collecting representative samples and receiving the analytical results can be too long, resulting in manufacturing downtime. Many times this is the result of performing extraneous analytical tests and turning the focused problem-solving activity into a research project. Identifying the failure mode and cause of the problem in the most practical, expedient manner should be the goal of such a failure investigation.
The primary risk in acting without the guidance that is provided by the test results is addressing the wrong issue. Relying solely on opinions, without testing data, can result in the waste of time and resources. Acting on the wrong conclusion is often more detrimental than taking no action. “If you don’t know how it broke, you don’t know how to fix it,” is an expression that accurately emphasizes the importance of testing. The following example clearly illustrates the value of performing a proper failure analysis in support of manufacturing problems.
On a Monday afternoon, a call came into the office from a familiar client. The engineer on the other end of the telephone sounded desperate and indicated that his company was faced with a situation which had shut down one of their manufacturing lines. The client company produces small appliances. They purchase a molded plastic housing from a custom molder and subsequently assemble electrical components and the housing into the final product. The housings were reportedly injection molded from a reinforced grade of a poly(acrylonitrile:butadiene:styrene) (ABS) resin. The housings from the latest production lot were cracking upon securing the screws into the corresponding molded bosses. It was indicated that the parts were literally exploding once the screws were inserted into the housings. The situation was aggravated in that the client company was running on a just-in-time (JIT) program and it needed to resolve the problem quickly to avoid further manufacturing downtime.
The initial problem-solving meeting, held between several engineers from the client company and representatives from the custom molder, had identified several possible theories regarding the cause of the failures. After lengthy discussion, the three most likely possibilities were identified as follows:
- Vapors from a pad printing operation traveled 100 yards through the factory and deposited on the queue of stored housings, resulting in chemical attack and embrittlement.
- The housing material had been badly degraded during the molding operation due to exposure to elevated temperature in the screw barrel for a prolonged period of time.
- The torque process used to insert the screws had been altered, producing an increased level of stress on the housing during assembly.
Despite pressure to immediately implement corrective action on the three proposed solutions, it was decided that testing of the failed parts would be beneficial. At this point, our laboratory became involved. It was requested that the parts be analyzed, and that results be available for a Tuesday afternoon meeting.
In addition to the failed part, a control housing, representing an older, acceptable production lot, was also available. The parts were delivered to the laboratory by courier, and our analysis began immediately. Upon receiving the parts, a visual inspection was performed. A thorough visual examination is always the first step in any evaluation of failed parts. Such an inspection often reveals information regarding the failure mode, and details about the part configuration. The examination confirmed that the failed parts exhibited cracking within the bosses used in conjunction with the screws to secure the housing to the appliance base. As shown in Fig. 1, The cracked surfaces exhibited relatively brittle fracture features, showing little sign of ductility, as would be evidenced by stress whitening, yielding, or permanent deformation. This is in contrast to the normally ductile properties expected for an ABS resin. Aside from the cracks, the failed parts did not show any anomalous features, and appeared similar to the received control part.
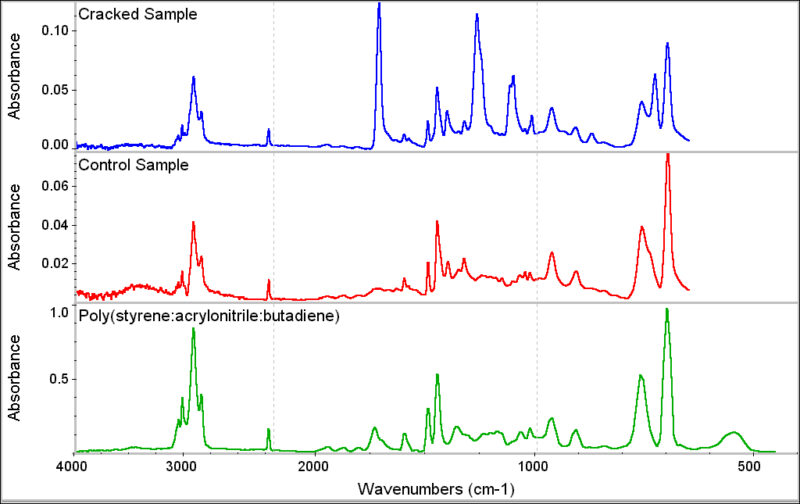
Fig. 2 FTIR spectra obtained on the failed and control housings.
The control and failed housings were analyzed using micro-Fourier transform infrared spectroscopy (FTIR) in the attenuated total reflectance (ATR) mode. Fourier transform infrared spectroscopy is an analytical technique used principally to provide qualitative information to identify the composition of a material. It is the primary method in the determination of the identification of polymeric materials. As a part of a failure analysis, FTIR results are used to confirm the identity of the resin, determine if contamination is present within the molded plastic, characterize foreign material on the part, and evaluate the failed part for degradation, such as oxidation or hydrolysis.
Analysis of the control housing material produced results characteristic of an ABS resin, as illustrated in Fig. 2. A similar analysis was performed on the failed housing material. While the spectrum did contain absorption bands associated with ABS, the results also showed extraneous absorbances of significant intensity, indicating the presence of contaminant material within the failed housing. This is also illustrated in Fig. 2. In order to characterize the contaminant material that was responsible for the extraneous absorption bands, a spectral subtraction was performed,
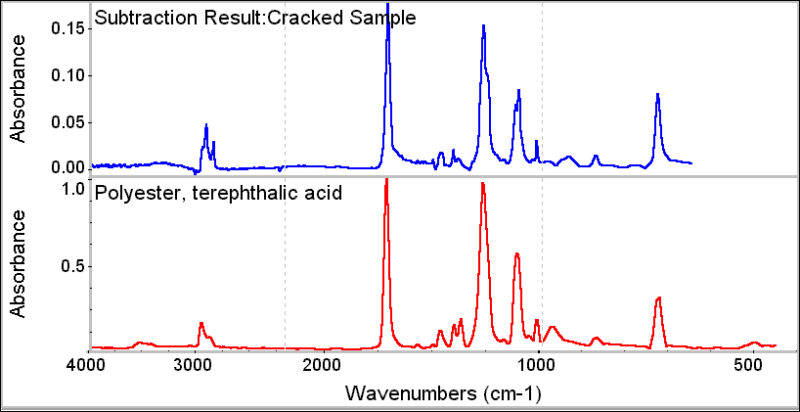
Fig. 3 Spectral subtraction showing the presence of polyester in the failed ABS housing.
thereby removing the absorbances attributed to the ABS from the spectrum representing the failed part. Subsequent spectral library searching and interpretation identified the contaminant material as a thermoplastic polyester resin, such as poly(ethylene terephthalate) (PET) or poly(butylene terephthalate) (PBT), as shown in Fig. 3. Polyesters, such as these, have similar structures, and cannot be distinguished spectrally. A melting point determination is required to differentiate between them.
The housing samples were then analyzed using differential scanning calorimetry (DSC). Differential scanning calorimetry is a thermal analysis technique used to provide qualitative and quantitative data on polymeric materials. DSC measures the heat flow of a sample, thus determining endothermic and exothermic transitions that the material undergoes. As part of a failure investigation, DSC is used to measure the melting point (Tm) and glass transition temperature (Tg) of crystalline and amorphous thermoplastic resins, respectively, in order to identify materials, and provide information on the crystalline structure of the molded product.
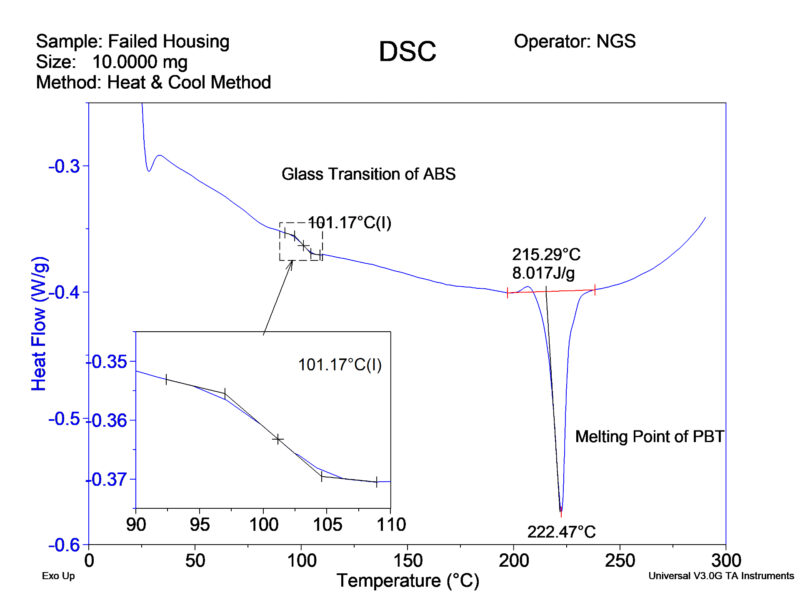
Fig. 4 DSC results indicating the contaminant material has a melting point of 222°C.
The DSC thermogram obtained during the analysis of the control housing was consistent with that expected for an ABS resin. The results showed that the material underwent a glass transition at approximately 101 °C. No other significant endothermic or exothermic transitions were evident. Analysis of the failed housing produced somewhat different results, however. While the thermogram representing the failed material. as presented in Fig. 4, showed a glass transition associated with the ABS resin, a significant endothermic transition was also apparent at 222 °C. This transition was consistent with the melting point of a PBT resin, confirming the presence of the contaminant material , as found during the FTIR analysis.
In order to attempt to quantify the level of contamination in the failed housings, the parts were further analyzed using thermogravimetric analysis (TGA). Thermogravimetric analysis is a thermal analysis technique which is used to generate quantitative compositional information by measuring a material ‘s weight loss as a function of temperature. TGA is used as part of a failure investigation to provide data regarding the loading of the various constituents within a polymeric formulation, including volatiles, plasticizers, polymers and fillers.
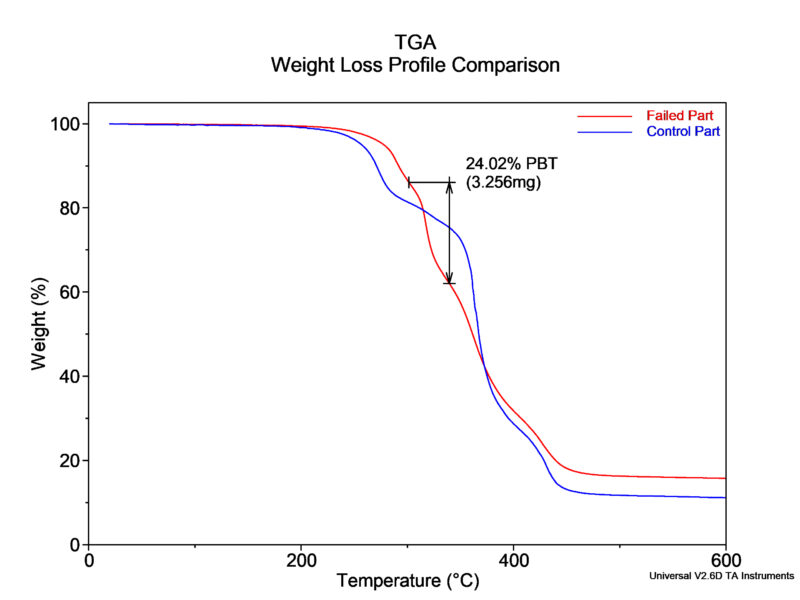
Fig. 5 TGA results quantifying the contaminant PBT at 24 percent.
The analysis of the control housing produced a TGA thermogram showing a multi-step weight loss profile characteristic of an ABS resin. No evidence of contamination or anomalous behavior was found. The results obtained on the failed material. however, showed an additional weight loss, beyond that expected for the ABS resin. A weight loss profile comparison illustrating this is presented in Fig. 5. This weight loss corresponded to the decomposition of the contaminant PBT resin, and was quantified at 24 percent.
It was the conclusion of the investigation that the submitted housings failed via overload through brittle fracture, as a result of exertion of stresses beyond the strength of the material as molded. The root cause of the failure was the presence of contaminant PBT resin at a determined level of 24 percent, within the molded ABS part. Polymeric resins form synergistic alloys in only rare cases, and then only after complete, homogeneous mixing at specific relative concentrations. While ABS and PBT can be blended to form a usable molding resin, this must be accomplished in a mixing extruder, not an injection molding machine. The combination of the ABS and PBT resins in the molded housing produced areas of poor molecular entanglement and inadequate fusion. This poor molecular order resulted in the apparent embrittlement of the molded part.
At the meeting held upon completion of the investigation, the above data was shared with the appliance manufacturer and the custom molder. The obtained results disproved the previously identified theories regarding the housing failures, in favor of the true cause of the failure, material contamination. In cases of contamination, there are two likely sources. The contaminant material can either be present in the raw molding resin, as received from the resin supplier, or added at the custom molder. Given the relatively high level of contamination, 24 percent, and the severity of the embrittlement, the more probable scenario is contamination at the custom molding facility. Confronted with the facts, the representatives from the custom molder indicated that regrind was commonly used within this product at a loading of 25 percent. The proximity of the regrind addition loading to the concentration of the contamination material suggested that an incorrect addition of a similar colored regrind was the likely source of the contaminant PBT. Further review of the process used to add regrind to the molding operation showed little evidence of adequate material control.
The investment of time and money in the described analytical testing was repaid many times over in this example. Had the problem solving team foregone the analysis and jumped into the proposed corrective actions, the true nature of the problem may not have been uncovered, without additional failures. Further, many manufacturing engineering hours would have been expended “fixing” conditions which were not related to the failure. In the case of the failed housing, this would have involved the procurement and installation of equipment for the recovery of chemical vapors from the pad printing operation; a prolonged assessment of the actual molding machine barrel temperature and the effect of thermal history on the integrity of the molding resin; and the acquisition and implementation of new torquing equipment for the assembly of the finished appliance. The engineering and manufacturing time, as well as the financial investment in these three efforts would have been substantial.
The key to this analysis was that it provided the requisite data, and more importantly, the solutions to the manufacturing problem, in a timely manner. This was achieved by approaching the failure investigation in a practical and systematic manner, with the goal being to support the manufacturing operation. In this case it was also important that the testing was performed by a third party. This resulted in an unbiased interpretation, which was accepted by all of the involved parties.