This article was originally written by Patrick Mabry, M.S.
Leaps and bounds in technology have helped bring advanced manufacturing opportunities within reach for many tool shops and molders. One of these advanced processes is Through Transmission Laser Welding (TTLW). What used to require a large capital investment has now become more accessible and affordable through the improvements of automation and optics technology.
Through Transmission Laser Welding involves passing an infrared (IR) laser beam over two plastic components that need to be bonded or welded together. The operating wavelengths for these lasers range from 800 to 1,050 nm [1]. As the IR laser beam passes over the two plastic pieces in contact, the top piece allows for transmission of the laser through its thickness, with no absorption of energy. The parts placed on top of the assembly, during welding, are generally transparent. Allowing the transmission of the laser through the top component is by intent, and is due to the fact that some polymers are not good at absorbing IR radiation. Once the beam passes through the top plastic component, it hits the lower plastic component in the assembly, which begins to absorb the IR radiation.
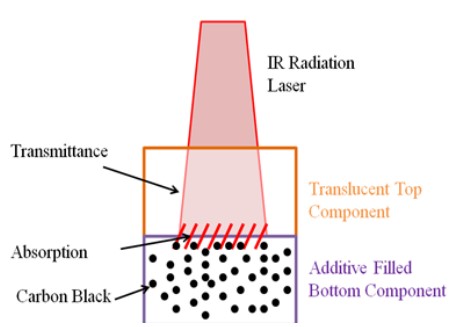
Figure 1—This image depicts the Through Transmission Laser Welding (TTLW) process with a translucent top component and a carbon black additive filled bottom.
Hold the phone…didn’t we just say that “some polymers are not good at absorbing IR radiation?” Then why does this lower part heat up? In this process, an additive has been blended in with the polymer in the lower component. Often times, this additive is carbon black. By having this additive in the part, the material more readily absorbs IR radiation and generates enough heat to cause a melt state between the two components. This process is visualized in Figure 1.
The resulting weld is one that is extremely clean with little flash. There should also be very little residual stress carried by the parts or the weld joint itself, which is a concern with many welding processes. One noticeable advantage with this type of welding process, when compared to ultrasonic welding, is that the components never have to transfer high frequency energy throughout the part in order to generate a melt state at the weld site. This lack of mechanical stress on the part is advantageous since it lowers the risk of damaging the parts during the welding process.
There are several variations of TTLW, with each excelling at different types of geometry and weld joint designs. Not all materials are suitable for this type of welding. However, the materials that lend themselves to strong weld bonds through TTLW will be able to be incorporated into larger designs, with more free-form contours and complexities.
[1] Grewell, Benatar, Park, “Plastics and Composites Welding Handbook,” (2003).