Additive Manufacturing, commonly referred to as 3D printing, is now beyond a trending topic. Multiple industries have seen it as a practical solution for design challenges and as a tool for innovation. Yet, despite the advantages offered by additive manufacturing (AM), it has not yet made it to all production floors. Transitioning from conventional manufacturing processes to the use of an AM process may represent a costly investment and a risky business venture that may not render the former product properties. However, AM technologies, when applied appropriately, provide an alternative solution to reduce production costs and improve operational times. This article discusses an application through which manufacturers take advantage of this disruptive manufacturing trend; the manufacture of molds for injection molding processes.
Additive manufacturing works by building a part layer by layer from a digital model. This offers the opportunity to realize unique designs that may include intricate details. In the past decade, AM has benefited from advancements in computing power, design software, material availability and automation, which have brought this technology to the everyday consumer. A variety of AM processes, materials and resources are readily available for the design and manufacture of parts in ways that were never possible. Also, technology development continues to decrease the cost and increase the variety of applications for AM.
Although there are many manufacturers experimenting with AM, not all can implement it for production. Cost, material availability and data, production volume capability, and the inherent complexity of implementing a new design and production paradigm, represent limiting factors for businesses to take up AM. For others, they may have existing processes that are perfectly suitable for their business. Nevertheless, the versatility of AM technologies can still be implemented for practical and efficient solutions on the production floor. This article focuses on the use of AM for the manufacture of plastic molds for injection molding processes.
AM processes are used to replace manufacturing tools with lightweight equivalents. This application, often referred to as additive tooling, enables the production of jigs, fixtures, gauges, patterns, as well as dies and molds. Additive tooling is applicable to many industries considering the low volume and customized, complex designs of manufacturing tools. Furthermore, it can be easier and faster to implement. Due to their specialized level of application, these tools often require a higher degree of customization and accuracy that usually translates to increased costs and longer lead times. The manufacturing of tools via AM allows manufacturers to restructure and modernize production processes by customizing and making components according to a particular on-demand need. This reduces the tool fabrication expense by reducing labor and accelerating product delivery.
Injection molding molds are conventionally manufactured in CNC (Computer Numerical Control) machines using materials such as steel or aluminum. The ever-growing catalog of materials in AM offers specialty materials with high temperature resistance, stiffness and toughness that make them suitable to produce short-run molds.
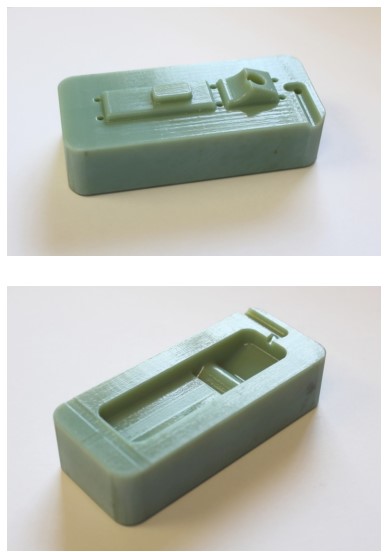
Figure 1: Injection molding mold manufactured with a Material Jetting process using Digital ABS material. Courtesy of Steinwall Inc.
AM Metal Molds for Injection Molding
Metal molds are typically manufactured using a suite of traditional machining methods to achieve tolerance requirements and use materials such as aluminum and steel to withstand the high pressure and temperatures during the injection molding cycles. The feasibility of manufacturing molds for injection molding (IM) applications are possible due to the technological advancements in AM, along with the availability of materials with high temperature resistance and stiffness. AM injection molding molds may reduce the costly investment for a metal mold by 40 to 80 percent. Additionally, AM plastic molds being lighter and can be produced with shorter lead times (1-2 weeks) than metal molds (5-7 weeks). Lightweight tools may also boost efficiency by simplifying assembly operations. A reduction in labor and accelerated delivery of parts could result in higher profits for businesses.
The use of AM to produce IM molds is currently limited to low-run injection molds and as a tool for mold design verification. Restrictions on mold design (draft angles, ribs and gussets, wall thickness and split lines) are dependent upon the injection molding equipment and on the AM process of choice. Processes such as Material Jetting and Vat Photopolymerization are suited for printing of pieces with smoother surface finishes and a higher level of dimensional accuracy, and have proven to be successful for many producers, Figure 1. The surface quality rendered by these processes reduces the amount of post-processing and allows for the manufacture of parts with complex designs that include thin features. Part volume represents an additional design limitation. IM parts manufactured with these processes are limited to 10 cubic inches. Nevertheless, low volume production or prototyping is advantageous for the identification of flaws associated with the IM process, the part geometry and the material of choice. It may also represent cost reduction in small production runs. While the thermal temperatures profile may be significantly different than in traditional molds, the efficiency of a cycle could be optimized by designing unique cooling configurations into the AM molds.
The product quality, as well as the integrity of the AM mold, can be affected by the continuous exposure to compressive loading and heat during the injection molding cycle. This is why AM molds are recommended for production volumes between 10-100 parts. The performance of an AM mold will depend on the melt temperature of the injection material, the part geometry, and the injection molding process parameters. Material properties such as thermal expansion, tensile modulus and strength at elevated temperatures are relevant in the manufacturing of molds for IM (e.g., A material with relative high stiffness will prevent deformation of the mold during the removal of a part.) AM molds are often mounted in metal frames to provide support against the pressure and heat the mold is subjected to during the IM cycle.
Further support could be given by embedding reinforcement structures into the mold. This may also aid in preventing warpage of the mold and depending on the reinforcement material, the improvement in the cooling time during the IM cycle. Although the investment in AM technologies may require additional training and modifications to the supply chain, and the technologies cannot yet outmatch traditional manufacturing techniques for mass production, businesses continue to implement AM to find solutions that provide an economic advantage in manufacturing. The versatility offered by the AM technologies could be used to aid and increase efficiency in injection molding processes. IM molds are only one of the examples where AM offers an alternative for low volume production of products with complex designs that is compatible with a conventional manufacturing process.