In the first part of this series, we discussed the different levels of material characterization that I see employed on a weekly basis and examined the testing and results expected from a Tier I material characterization. A Tier I characterization provided important information regarding the material family.

Figure 1. Tier II material characterization allows for comparison to data sheets with similar compositions, which will provide you with a much better idea of the properties for the material.
In this installment, we turn our attention to a Tier II material characterization. The information from this tier can be used for material selection, failure investigations (comparison to good materials), material deformulations, and also can provide some information on processing/thermal stability.
Yes, understanding the material family of a product is extremely important in every application. The polymeric materials in use are by in large, not just pure polymer. The industry has introduced numerous additives, blended different polymers together, and varied the amounts of these alterations to achieve more desirable end properties. To further complicate things, within the same subset of material family there are a diverse portfolio of molecular weights utilized. This can have a great deal of influence on the performance. A Tier II characterization takes aim at understanding the composition or amounts of the various components of a material that will help to better pinpoint the major components of a resin. This tier will start to give a much clearer picture of the properties expected from the material and allow for comparison with the data sheets for existing grades of material, Figure 1.
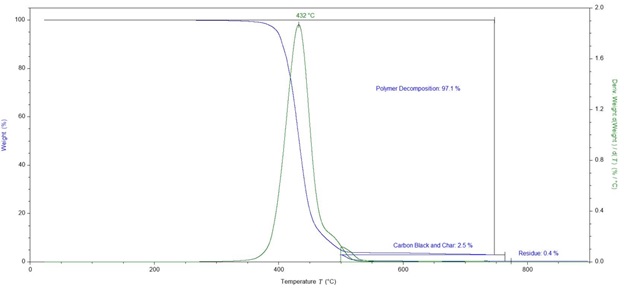
Figure 2. TGA provides a weight loss curve (blue) that is indicative of the thermal decomposition of the polymeric materials.
The first technique for Tier II characterization is thermogravimetric analysis (TGA). TGA is a test method that subjects the sample to temperatures up to 1,000 °C and measures the weight change from additive volatilization and polymer decomposition. The data from this test provides a series of weight losses on a graph that can be quantified. Since polymers have variable thermal stabilities, this technique can be used to identify polymers, if there is reference information on how that material degrades under the test conditions, Figure 2. While this basic information is present, this technique can be further extended to examine complex material mixtures that include other polymeric additives (e.g., PTFE), inorganic additives (e.g., glass fiber, talc), plasticizers (in PVC or elastomeric/rubber materials), and carbon black content. In the case of the TPE material in Figure 3, we can identify how much plasticizer is used, how much of the material is polymeric, and then identify the filler and carbon black content.
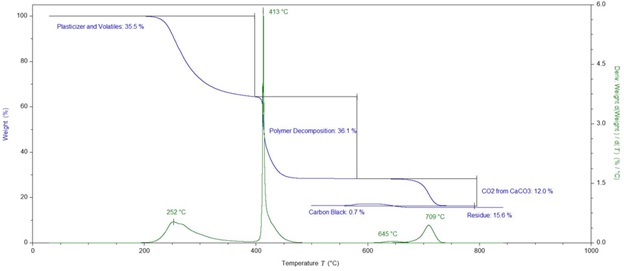
Figure 3. TGA analysis of a complex material shows with proper understanding, TGA can give a very good identification of the quantities of various components of an unknown material.
Another technique that is typically used in conjunction with TGA is energy dispersive X-ray spectroscopy (EDS). This test provides an elemental profile of the sample with concentrations of elements having an atomic weight of five or greater. In a material characterization setting, this test is important for identifying the type of inorganic filler utilized in the material, cure system type for rubbers, and other elemental additives incorporated at higher concentrations (e.g., flame retardant systems). As an example, the data in Table 1 was obtained from an analysis of the inorganic residue from the TGA analysis shown in Figure 3. The elemental profile including high levels of calcium and oxygen was consistent with calcium carbonate. This example shows the complimentary nature of these techniques in a material characterization.
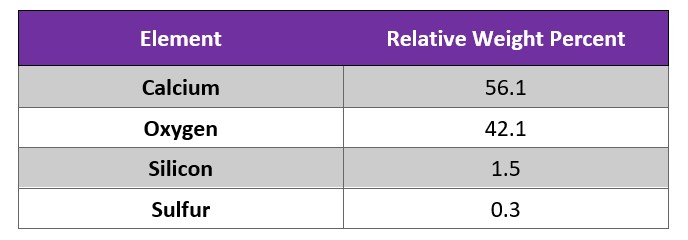
Table 1 – EDS analysis of the TGA residue showed an elemental profile that was consistent with a calcium carbonate filler.
The third technique that is typically required to reach a Tier II characterization is melt flow rate (MFR). This test method forces melted polymer through a controlled orifice that gives a relative measurement of viscosity of the resin. The results of this test give a comparative value of the molecular weight of the material. For example, polycarbonate materials are commercially available with average melt flow rates of 8 to over 30. The lower numbers correlate to higher molecular weight materials, which will have greater performance properties, but will be harder to fill into an injection mold, Table 2. It should be noted that this technique is typically tougher to interpret for mineral and fiber filled materials due to variable effects on the flow rate through the orifice. For these cases, a similar analysis is typically performed with solution viscosity test methods such as intrinsic viscosity (IV).

Table 2. Comparison of two polycarbonate grades with different melt flow rate values from the same supplier. The higher melt flow rate material has lower impact properties, which will extend to long-term properties such as creep, fatigue, and environmental stress crack resistance (ESC).
TGA, EDS, and MFR are the most commonly used techniques in a Tier II characterization. However, for some specific material families, there are other test methods that will be required to reach this level of characterization. For polyolefin materials such as polyethylene, the density of the material is extremely important to understand the properties of the material. Resins with higher densities are able to pack the polymer chains closer together, which increase the intramolecular forces. This leads to materials with greater strength, stiffness, chemical resistance, and heat resistance.
For elastomeric materials, shore hardness is an extremely important data point for a Tier II characterization. The reason for this is simple; most elastomer manufacturers will sell their material based on the hardness value. In the world of elastomers, hardness does not always equal to a certain set of mechanical properties. However, it is a very important factor in the identification of elastomeric materials. Other tests that are commonly provided on data sheets such as tensile and impact data can also be completed during a Tier II characterization. The reason for doing these tests, is while the data given from the thermal analysis techniques will get you from thousands of potential grades to dozens, the performance-related tests will provide you with another layer of certainty that we are selecting a similar material. In the case of failure analysis, the testing could show that we do not have the properties we expect from a molded component.
As you can see, the Tier II material characterization opens a lot of possibilities in terms of test methods utilized and the efficacy of the final results. At this level, a designer will have a much better chance of selecting a material based on data sheet values for their application. One word of caution, while these test methods do provide good information regarding a comparison to data sheet values, it is still vital to perform testing to ensure that long-term and chemical properties of the material are adequate for your application.
In the next installment we will be discussing the characterization of additives (heat stabilizers, flame retardants, UV protection, etc.) that are put into materials to modify their behavior and provide stability to expected environmental conditions.
Check out Polymer Material Characterization Tier 1 and Tier 3.