Many articles have been written highlighting the benefits of simulating the injection molding process early in the design process. Many potential design or processing issues can be identified and addressed before any physical prototypes have been manufactured. This can save time and money, which allows companies to bring products to market faster, at a lower cost. However, the accuracy of the simulation results is largely dependent on the material properties used during the simulation. The accuracy of the material data becomes especially important when the objective of the analysis is to provide a prediction of part shrinkage and warpage after ejection from the mold. Determining the dimensional stability of the part and the influence of processing on the final part geometry are the most common objectives for injection molding simulations. When performing this type of analysis (i.e. warpage analysis) the question invariably becomes does the material need to be CRIMS® characterized. This article attempts to explain what CRIMS® data is and when it is used for an analysis.
What is CRIMS®?
Plastics warp as a result of non-uniform shrinkage throughout the part. There are many factors that influence how uniformly a plastic may shrink, but it is the variation of shrinkage throughout the part that causes a plastic part to warp. As a result of the variation in shrinkage an internal stress develops throughout the plastic part. When the part is ejected out of the mold these stresses are released, which causes the part to deform or warp. This internal stress is often referred to as a residual stress.
Most injection molding simulation packages use a residual stress model when calculating the internal stresses in the part. This model calculated a residual stress distribution in each element of the model. This method then calculates a stress distribution across the thickness of the part in both the material flow and cross-flow direction. The calculated stress field is then used as an input for a structural analysis to determine how the part will deform and deflect to relieve the stress after it has been ejected from the mold.
The main factors influencing the validity of the predicted results of the residual stress model are:
1) Sensitivity of material shrinkage on the transition temperature (no-flow temperature) and PvT data, which cannot represent the behavior under actual molding conditions;
2) Inability to calculate anisotropic shrinkage of non-fiberfilled materials;
3) Inability to determine variation of material crystallinity;
4) Inability to account for the relation behavior of the viscoelastic plastic.
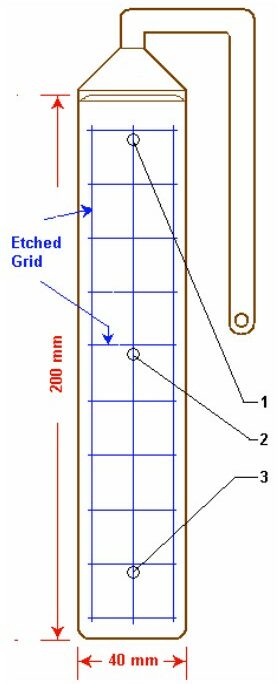
Figure 1 ‐ Schematic showing the grid etched into the end gated tag geometry (Image Courtesy of Autodesk)
In an attempt to minimize the error due to the residual stress model assumptions, Moldflow developed a modified model called CRIMS®, which couples the residual stress models with measured shrinkage data.
CRIMS® stands for Corrected-Residual-In-Molded Stress. When a material has been CRIMS® characterized it is also said to be shrinkage characterized. This characterization process involves actually molding several end gated tags as shown in Figure 1.
The 40mm X 200mm tags are injection-molded with an etched grid on the surface of the part, which is used for measuring the shrinkage of the part in both the flow and the cross-flow direction. Several specimens are molded with a matrix of 28 different conditions where the variables include:
A) Part thickness D) Injection rate
B) Melt temperature E) Pack pressure
C) Mold temperature F) Pack time
These specimens are then allowed to cool for several days and the shrinkage measurements of the grid are recorded. This data is then fitted to the CRIMS® model and integrated into the material data file. By adding the CRIMS® model to the material file the predictions made by the solver are significantly improved. Figure 2 shows a graph that compares the predicted shrinkage of a plastic part under different process parameters to actual molded parts. The graph shows that when the simulation used the CRIMS® model the results correlated much better with measured outcomes.
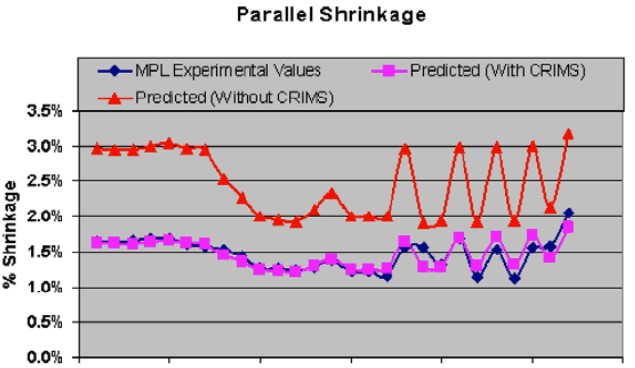
Figure 2 ‐ This graph shows that the accuracy of a warpage analysis is significantly improved when the resin has been CRIMS characterized. (Image courtesy of Autodesk)
When is CRIMS used?
CRIMS® data is never a requirement for performing an injection molding simulation. Therefore, if a material is characterized for Moldflow it does not necessarily mean it is CRIMS® characterized. CRIMS® is only used when the material is shrinkage characterized and a warpage analysis is being performed on a midplane or Dual Domain mesh. 3D meshes do not require CRIMS data as they use a different shrinkage model than the previously mentioned models. While a 3D mesh can be used to calculate the shrink factor of a molded part it is generally agreed upon that the most reliable shrinkage prediction for thin-walled plastic parts is provided by a resin that has been CRIMS® characterized.
Injection molding simulation has become a great tool for designers and engineers to use when designing plastic products. However, the validity of the results is dependent on the input information the analyst uses. Having a highly-characterized resin helps improve the accuracy of the simulation, and can help an analyst find a solution faster. The addition of CRIMS® data can significantly improve the accuracy of the simulation when the objective of the analysis is to provide a prediction of the shrinkage and warpage the part will experience after being ejected out of the mold.