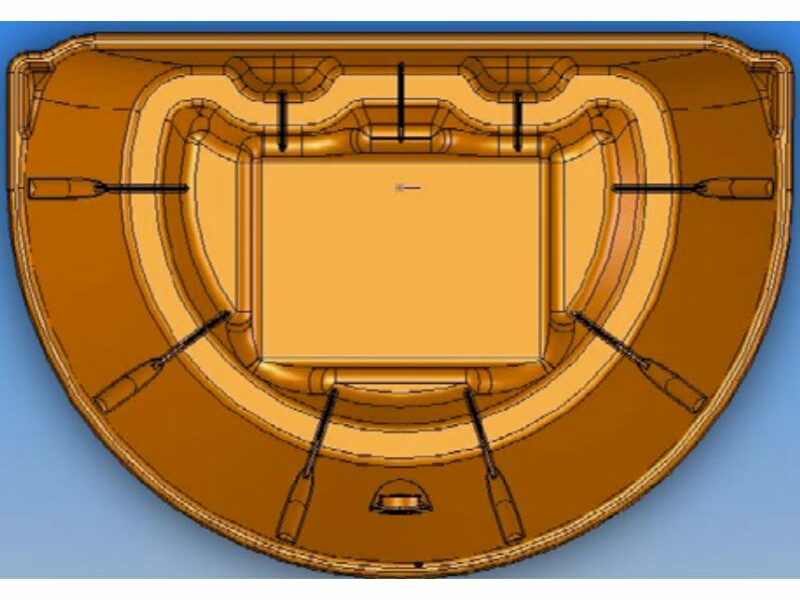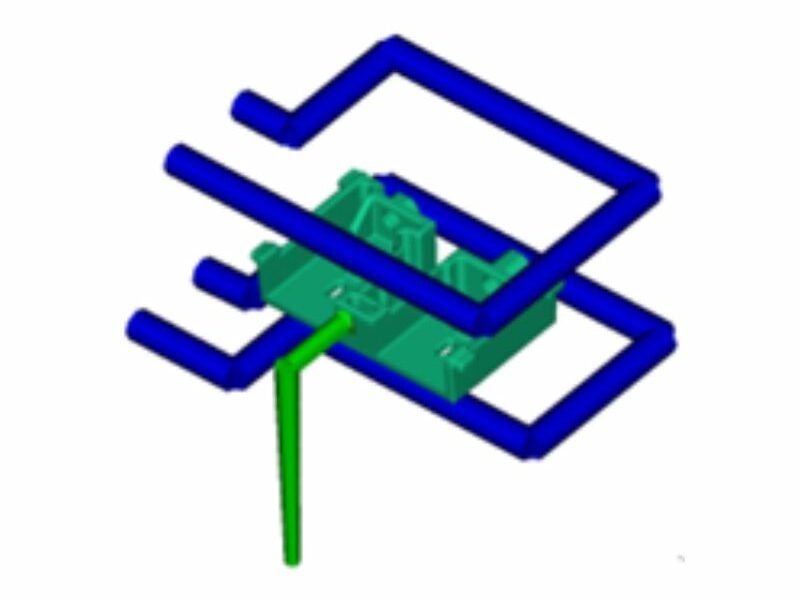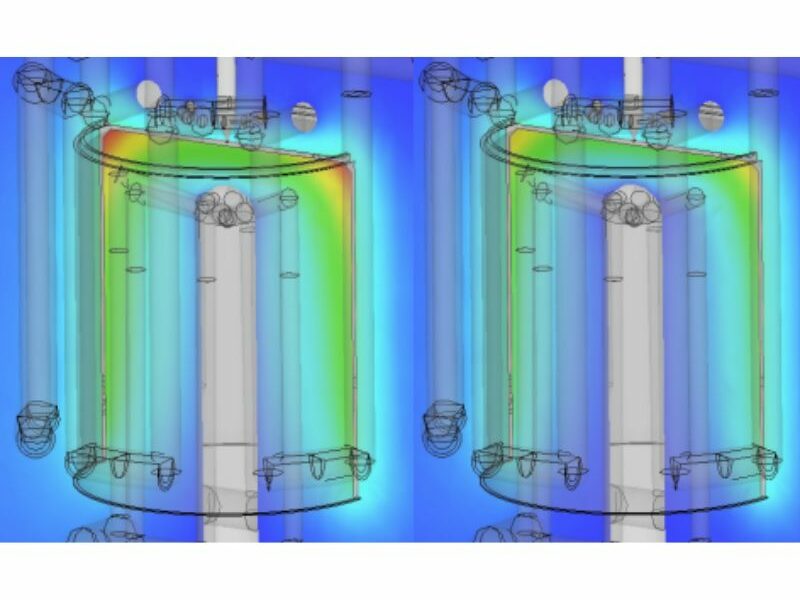
The Problem Toolmaker Carlson Tool and Manufacturing had to determine if their proposed cooling line…
The Madison GroupMay 2, 2023
Case Studies by The Madison Group are Knowledge-Base articles offering useful examples of real projects, testing and analyses performed, and solutions implemented.